Sequential Motor Control Circuit Using Mitsubishi FX5U PLC
How to Run Three Phase Motors in Sequence Using Mitsubishi FX Series PLC?
In industrial applications, it is often necessary to control multiple electric motors in a sequential manner. This allows for efficient operation and coordination of various processes. Mitsubishi FX5U PLC (Programmable Logic Controller) provides a reliable and flexible solution for implementing sequential motor control circuits. In this article, we will explore how to run three-phase motors in sequence using the Mitsubishi FX5U PLC.
Sequential Motor Control Circuit Design
To control three-phase motors in sequence, we need a control circuit that can handle multiple motor outputs and provide the necessary timing and coordination. The Mitsubishi FX5U PLC is well-suited for this task, offering multiple digital output channels and advanced programming capabilities.
Hardware & Components Required
To implement the sequential motor control circuit, the following hardware components are required:
- Mitsubishi FX5U PLC Unit (You may also use (FX2N-16MR-ES, FX2N-32ER, FX5U-32M etc.)
- Three-phase induction motors
- Motor contactors or motor starters
- Auxiliary relays (if necessary)
- MCCBs and MCBs
- AC (400V Three Phase & 230V Single Phase) & 24V DC Supply
- Start & Stop Pushbuttons
Circuit Diagrams
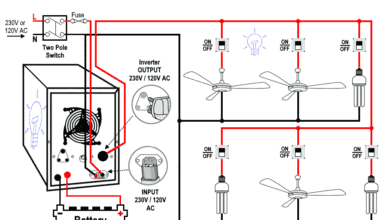
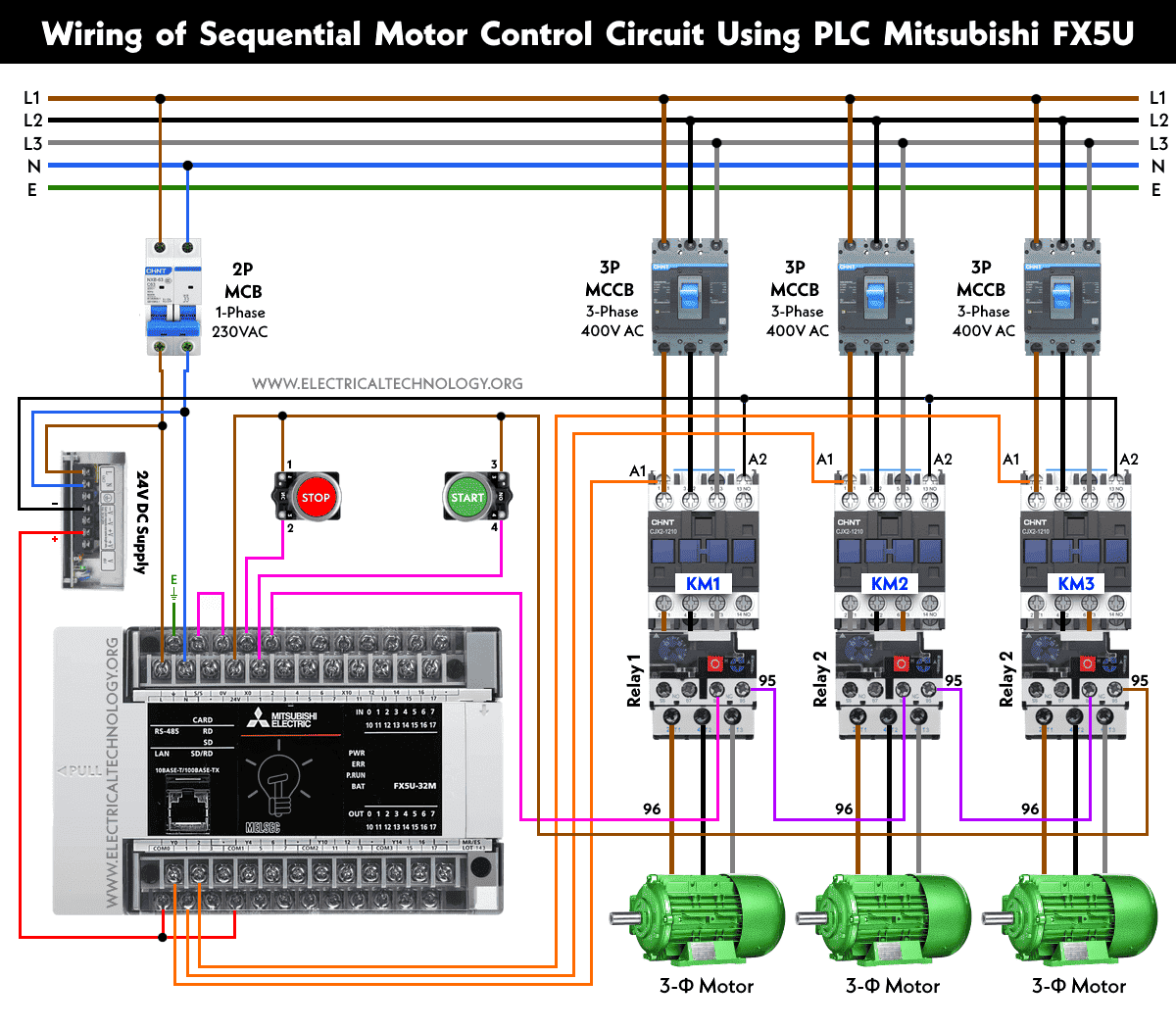
Wiring & Power Diagram
The circuit diagram for the sequential motor control circuit using Mitsubishi FX5U PLC is as follows:
Click image to enlarge
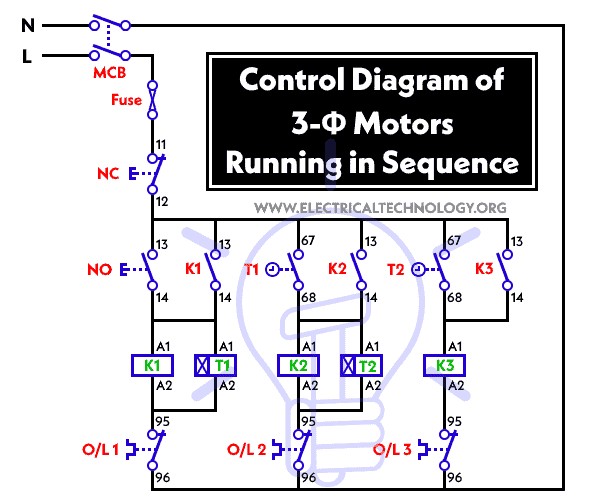
Control Diagram
Ladder Logic Diagram
Here is an example ladder logic program that demonstrates sequential motor control using the Mitsubishi FX5U PLC:

Programming the Mitsubishi FX5U PLC for Motors in Sequence
To program the Mitsubishi FX5U PLC for sequential motor control, we can use Mitsubishi’s programming software, such as GX Works3 (GX Developer Software) . The following steps outline the programming process:
- Connect the Mitsubishi FX5U PLC unit to your computer using the appropriate communication cables.
- Launch the GX Works3 programming software and create a new project.
- Configure the PLC settings, such as the communication parameters and I/O configuration, to match your hardware setup.
- Create a new ladder logic program in the project.
- Begin by adding a ladder network to read the input for motor sequence control. In this example, we will use input X0 and X1.
- Add a coil in the ladder network to control the output for motor 1, motor 2 and motor 3. Use output Y0, Y1 and Y2 for this purpose as shown in the ladder diagram.
- Write the necessary ladder logic instructions to control the motor output based on the input condition. For sequential control, you may use timers, counters, and logical instructions to implement the desired logic.
- Repeat the above steps for each motor in the sequence, creating separate ladder networks for each motor control output.
- Once the ladder logic program is complete, compile it and check for any errors.
- Download the program to the Mitsubishi FX5U PLC unit.
- Test the sequential motor control circuit by energizing the PLC and observing the motor operation according to the programmed logic.
Related Motor Control & Power Diagrams: